АСУ ТП непрерывного дозирования компонентов шихты для ОАО "Братский завод ферросплавов", Россия

АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ НЕПРЕРЫВНОГО ДОЗИРОВАНИЯ КОМПОНЕНТОВ ШИХТЫ для ООО "БЗФ" (АСУ ТП "ДОЗА-Н")
Назначение
Автоматизированная система управления технологическими процессами непрерывного дозирования компонентов шихты ("АСУ ТП "ДОЗА-Н") предназначена для обеспечения рационального темпа загрузки руднотермических электропечей ООО "БЗФ" шихтой заданного состава путем автоматизированного выполнения контроля, анализа, координации и регулирования основных параметров процесса дозирования шихтовых материалов, их смешения, транспортировки и подачи к печным бункерам.
Структура системы
В состав АСУ ТП "ДОЗА-Н" входят три подсистемы управления процессом дозирования и учета компонентов шихты, соответственно, первой, второй и третьей линий дозирования дозировочного отделения ООО "БЗФ".

Рис 1. Братский завод ферросплавов, г. Братск, Иркутская обл. Россия
Первая линия обеспечивает порционное дозирование, а вторая и третья – непрерывное.
Каждая из приведенных подсистем выполняет соответствующие их названиям задачи:
- информационную ( сбор данных, отображение, архивация, сигнализация) ;
- управления процессом дозирования и учета компонентов шихты, соответственно, первой линии порционного дозирования и второй и третьей линией непрерывного дозирования.
Информационная подсистема обеспечивает сбор данных, архивацию и отображение состояние оборудования трех линий дозирования, поточно- транспортной системы и печных бункеров 4-х рудотермических электропечей:
Первая линия дозирования состоит из 7 порционных дозаторов , сборного ленточного конвейера и шибера.
Вторая и третья линии дозирования состоят из семи однотипных непрерывных дозаторов ( каждая) , сборного ленточного конвейера и шибера .
Каждый из дозаторов непрерывной системы дозирования включает:
- вибропитатель с лотком, установленным под сортовым бункером
- весоизмеритель ленточный.
Дозирование выполняется по 7 компонентам ( кварцит, каменный уголь, нефтекокс, орешек, железная стружка и деревянная щепа) в задаваемом технологами соотношении и с необходимой точностью.
ПТС включает четыре конвейера ленточных, обеспечивающих доставку шихты к печам, 4 реверсивных ленточных конвейера , обеспечивающих загрузку печных бункеров, а также 2 пересыпных конвейера для перегрузки шихты между рекурсивными конвейерами, 2 шибера , обеспечивающих переключение транспортных потоков и вентилятор аспирации. Технологическая схема процесса непрерывного дозирования, шихтоподачи и загрузки шихты в электропечи ООО "Братский завод ферросплавов" приведена на рис. 2.
Рис. 2. Технологическая схема процесса непрерывного дозирования, шихтоподачи и загрузки шихты в электропечи ООО "Братский завод ферросплавов"
Дозирование осуществляется в виде последовательных подач, характеризуемых уникальным заданием соотношения компонент, их количеством и выбором печи.
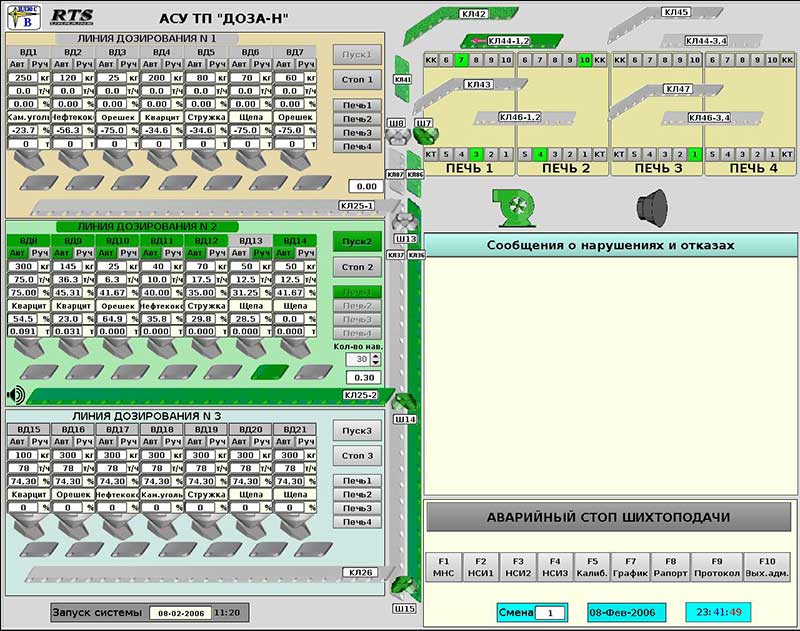
Рис.3. Основная мнемосхема системы дозирования и шихтоподачи
По результатам каждой подачи формируется рапорт подачи, содержащий количество сдозированной шихты по компонентам, время подачи, принадлежность печи.
Аппаратно-программная платформа
Проект АСУ ТП реализован средствами пакета Silver 2.0 и функционирует под управлением ОСРВ QNX6.3 . Комплекса технических средств базируется на промышленных компьютерах и платах УСО фирмы Advantech.
Фотогалерея
˃
| 


